简体版
简体版 ENGLISH
ENGLISH
 全国服务热线:
全国服务热线:0758-2777969,2777769,2777869
常见问题
PVC塑料压延机具备什么特性
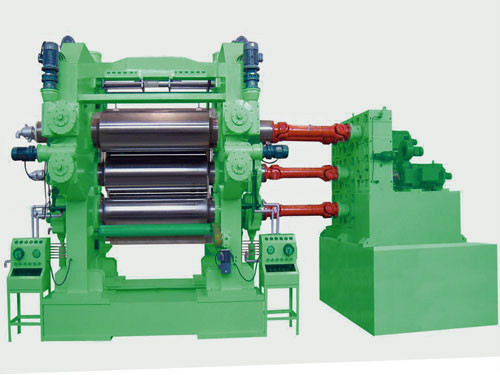
塑料压延机必须是一个可调速度、高精度和稳定速度的系统。塑料压延机生产线应按预设顺序和条件控制设备。
有些是为了安全,必须依次控制设备,这被称为逻辑控制系统。为了满足这些控制要求,塑料压缩机生产线使用工业控制器来监控和管理整个生产线。较低的机器使用PLC通过现场总线检测和控制现场的所有设备。生产线一般配备人机界面操作系统。随着产品加工技术的发展和产品质量要求的提高,塑料压缩机生产线的发展进入了快速发展的时期。同时,由于科技的进步,塑料压缩机生产对安全、环保、节能的要求不断提高,塑料压缩机不断朝着大、高精度、高效、高自动化的方向发展,以满足市场需求。
在压延机试运行和试生产过程中,速度不得超过60m/min,不得满负荷生产。新设备试运行一个月后,必须清洗所有润滑部件,更换润滑油,检查所有工作传动部件的磨损情况,并做好记录。应更换磨损严重的部件。正常生产后,电机不得长时间超载(可立即超载)。在正常生产中,滚筒轴承润滑油的回油温度应控制在1IO。在C以下,应经常检查回油中铜粉的含量。当含量增加时,应及时查明原因并消除。如无特殊情况,不得按下紧急停止开关。当需要紧急停止时,应在停止后清除滚筒表面的熔体。为便于清除残留物,此时允许倒车(倒车时间不超过2min)。为避免划伤滚筒表面,只能使用铜或竹刀工具清除熔体。
上一个:怎样预防缩管机出现弯管缺陷问题下一个:箔式线圈绕线机介绍及其特点
相关新闻
- 自动绕线机的故障可分为几种类型2021-02-24
- 分析填充机被广泛使用的原因2021-02-24
- 压延机应采取的节能方法2021-02-25
- 缩管机在冷冻机零件中的作用是什么2021-02-25
- 缩管机防触电注意事项2021-02-26
 飞虹客服
飞虹客服