简体版
简体版 ENGLISH
ENGLISH
 全国服务热线:
全国服务热线:0758-2777969,2777769,2777869
常见问题
箔式线圈绕线机介绍及其特点
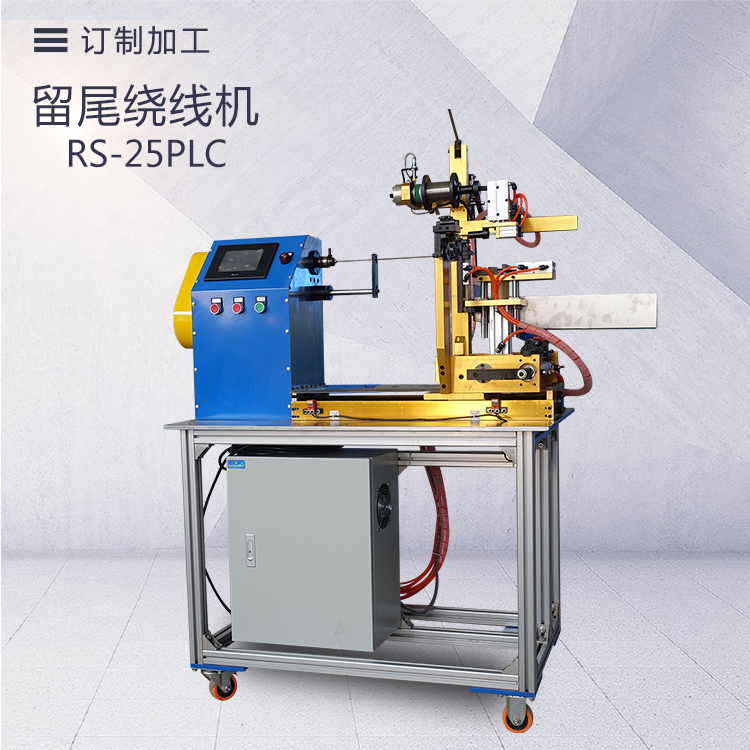
在低压线圈绕线机方面,由于箔线圈比平线线圈具有以下优点:
(1)箔线圈可轻松使用箔线圈绕线机生产。箔线圈绕线机自动化程度高,箔线圈绕线工艺简单,轴向无应力,箔线圈生产效率高;
(2)箔线圈的磁性沿线圈高度均匀分布,轴向漏磁较少,因此其承受短路的能力较强,更可靠;
(3)与导线线圈相比,箔线圈体积小,重量轻,材料消耗少;
(4)箔线圈电容器沿线圈轴向分布,层与层之间的电压较小。同一层上的涪陵材料没有间隙,更不用说绝缘线圈了,大大提高了其抗冲击电压的性能;
(5)绕箔材料可以用锡箔代替铜箔,这样可以节省更有价值的铜材料;
(6)箔线圈散热效果较好。
由于箔线圈具有上述优点,因此得到了广泛的应用,因此必须开发技术水平较高的箔线圈绕组机。在绕箔过程中,影响箔线圈质量的关键因素有两个,一个是箔的张力,另一个是箔的轴向偏差。
在绕箔过程中,如果张力过大,会拉伸箔,影响其载流能力和电气性能,甚至在箔较薄时断裂;如果张力过小,绕线圈将非常松散。目前,我国大部分绕箔张力都是通过气动制动、液压制动等方式产生的。这些方法是通过调节气虹气压和液压来调节张力的大小。绕箔时,经常需要回转。如果采用上述被动张力控制,则回转时箔料:无张力,箔线圈松动,在绕箔过程中必须避免。由于绕箔过程中所需的张力值较大,当采用上述张力控制方法时,摩擦加热会导致元件易损,机械噪声振动相对较大,张力值不能保持恒定,也不能根据现场生产需要实时调整,不仅会导致绕线圈外径的公差不同,还会导致绕线圈外径的直流电阻不同。
对于箔轴向纠偏系统,一般采用液压纠偏或光电开关传感器反馈纠偏。这两种方案的纠偏效果不令人满意。接触式液压随动纠偏对较厚的箔效果较好,但对较薄箔的纠偏效果较差;光电开关传感器反馈纠偏精度过低,死区较大。
相关新闻
- 自动绕线机的故障可分为几种类型2021-02-24
- 分析填充机被广泛使用的原因2021-02-24
- 压延机应采取的节能方法2021-02-25
- 缩管机在冷冻机零件中的作用是什么2021-02-25
- 缩管机防触电注意事项2021-02-26
 飞虹客服
飞虹客服