简体版
简体版 ENGLISH
ENGLISH
 全国服务热线:
全国服务热线:0758-2777969,2777769,2777869
常见问题
分析PVC压延机生产过程的问题
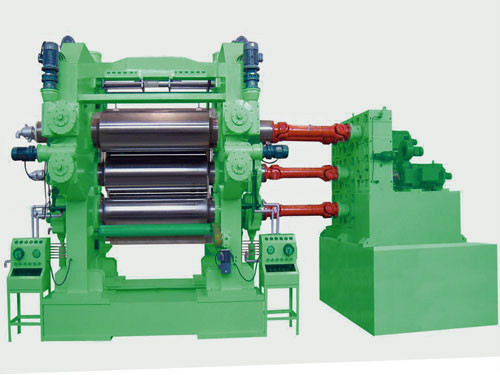
一.压延过程中的塑性变形和弹性变形
流动: 塑性变形 (真实流动); 弹性变形 (非真实流动)
时间-温度等价: 改变温度效应等同于时间尺度的变化
在生产过程中,发现当速度降低后两端没有累积材料时,材料表面非常明亮 (没有累积材料压延,没有能量储存,无弹性变形)
通过辊缝后,材料会发生: 1.压力变化,2.速度梯度,3.聚合物分子量分级效应。
二. 压延生产工艺的均匀性
1.各种填料和添加剂不能在每个设备部分达到均匀分散;
2.每个设备部分的材料温度不平衡; 容易造成不均匀的分散和不均匀的温度,这将带来一系列的问题。
3.分子取向度 (即同一点,正面和背面不均匀) (置于热水中,材料会自然卷曲到正面): 堆积材料的形状各不相同 (许多是纺锤形的) 和不均匀的散热 (机架散热)
压延过程中温度的转移方向
在实践中,人们发现当低速运行时,热量通常从压辊传递到产品,而当速度增加时,热量以相反的方向传递,并且辊筒中间的温度通常高于两端的温度,辊筒在操作过程中,由于材料侧压弯曲变形的影响,压延机产品的横向中间部分应更厚,但是产品中部较薄的现象更频繁地出现。
为了理解从辊筒到材料的热流,反之亦然,采用术语 “临界速度”。辊的临界速度是指当辊的表面线速度达到由于辊对熔料的挤压剪切摩擦而产生的热量时,其速度等于塑料成型所需的热量。
上一个:缩管机在缩管过程管材起皱怎么处理下一个:怎样发挥线圈绕线机的价值
相关新闻
- 自动绕线机的故障可分为几种类型2021-02-24
- 分析填充机被广泛使用的原因2021-02-24
- 压延机应采取的节能方法2021-02-25
- 缩管机在冷冻机零件中的作用是什么2021-02-25
- 缩管机防触电注意事项2021-02-26
 飞虹客服
飞虹客服